

Дата: 2024-07-31 ‖ Автор: FuDong Machinery
Шлифовка наружного диаметра
Шлифование по наружному диаметру (OD) — это тип цилиндрического шлифования, при котором используется один круг для формирования внешней поверхности объекта между центрами. Хотя этот процесс может использоваться для деталей самых разных форм, таких как цилиндры, эллипсы и кулачки, заготовка должна иметь центральную ось достаточного диаметра, позволяющую вращать объект.
В процессе шлифования внешнего диаметра как заготовка, так и шлифовальный круг постоянно вращаются в одном направлении вокруг центральной оси. Либо заготовка, либо круг перемещаются относительно друг друга.
Поскольку круг подается к заготовке и от нее, две поверхности — круг и заготовка — по сути, движутся в противоположных направлениях при контакте, что обеспечивает плавность работы.
Поверхности, полученные шлифованием OD, могут быть прямыми, коническими или контурными. Характеристики готовой поверхности будут различаться в зависимости от твердости шлифуемого материала, зернистости круга, скорости подачи и других факторов.
Кроме того, по самой природе способа выполнения шлифования OD, процесс ограничен деталями, на которых можно найти центральную ось. Это означает, что шлифование OD, как правило, не используется на деталях диаметром 0,250" (6,35 мм) или меньше.
Однако при правильной заправке круга, кондиционировании и смазке шлифование внешнего диаметра отлично подходит для создания или исправления круглых элементов на деталях с центром. А благодаря достижениям в области управления движением, таким как ЧПУ, современные шлифовальные станки внешнего диаметра могут производить небольшие, точные детали в больших объемах.
Шлифовка между центрами очень важна
Несмотря на название, шлифование OD заключается не только в формировании внешнего диаметра (OD) детали. Как тип цилиндрического шлифования, оно требует, чтобы шлифуемый объект имел центральную ось вращения.
Фактически, внешнее шлифование происходит на внешней поверхности заготовки между центрами — и это принципиальное отличие.
Истинный центр имеет значение
Центры — это не просто какие-то гипотетические точки на детали. Центры — это конечные точки, которые удерживают объект в геометрическом истинном центре, перемещают его в направлении вращения и допускают шлифовальное действие.
Заготовка вращается вокруг этой фиксированной, истинной центральной оси. В то же время шлифовальный круг вращается в том же направлении, что и объект.
Когда две поверхности соприкасаются, они движутся в противоположных направлениях. Это обеспечивает более плавную работу, одновременно снижая вероятность заклинивания круга и заготовки.
При шлифовании OD шлифуемые поверхности концентричны относительно этой оси вращения. Обычно используемый для шлифования цилиндрических поверхностей или заплечиков заготовок, этот метод позволяет достичь высокой точности:
Наибольшей переменной является общий диаметр: меньшие диаметры обеспечивают более жесткие допуски, а большие диаметры — меньшие допуски.
Преимущества шлифования по внешнему диаметру
Если вам не нужны разные диаметры по длине или не требуется необычно большая скорость съема материала, требующая глубинного шлифования, шлифование внешнего диаметра является довольно простым процессом. Оно похоже на бесцентровое шлифование со сквозной подачей, и оба используются для улучшения внешней поверхности объекта.
Но у шлифования OD есть огромное преимущество и его требование, чтобы вы нашли истинный центр круглой детали. То есть вы можете взять что-то некруглое и сделать его идеальным. Конечно, есть одно предостережение: поскольку шлифование удаляет материал, деталь будет меньше.
В отличие от бесцентровой шлифовки, при шлифовке OD можно удалить неприемлемую геометрию и вернуть деталь к идеальной круглости. Это означает, что процесс можно использовать для восстановления или создания круглости, для решения таких проблем, как овальность, отсутствие концентричности и другие круговые дефекты.
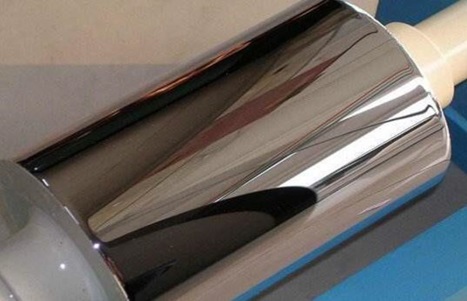
Например, мы предоставляем услуги по заточке премиум-класса для систем высечки. Используя лучшие методы цилиндрической шлифовки, применяемые где-либо, FuDong может в плановом порядке отшлифовать наружный диаметр детали из карбида вольфрама размером 4” (101,6 мм) для достижения замечательной зеркальной поверхности Ra от 0,1 до 0,2, толщины от 10 до 40 мкм и допуска ±25 мкм.
Сравнение с другими методами измельчения
При шлифовании по внешнему диаметру существуют ограничения на то, насколько маленькой может быть деталь, которую можно шлифовать этим методом. Это связано с тем, что на деталях размером 0,250" (6,35 мм) или меньше крайне сложно найти истинный центр.
Фактически, именно сложность нахождения центра на очень маленьких деталях привела к развитию бесцентрового шлифования. В этом случае заготовка свободна, а не удерживается на месте шпинделем или приспособлением. Угол между регулирующим кругом и шлифовальным кругом подает деталь через два круга, пока происходит шлифование.
Но когда вы шлифуете OD, есть только один круг, который должен работать против заготовки, чтобы шлифовать. Именно непрерывное вращение как заготовки, так и шлифовального круга делает возможным шлифовальное действие.
В этом смысле шлифование OD похоже на шлифование поверхности, где есть только один круг. Однако одно большое отличие заключается в том, что при шлифовании поверхности заготовка неподвижна. Фактически шлифование OD может выглядеть как токарный станок, с той разницей, что вместо режущего инструмента используется шлифовальный круг.
Некоторые общие приложения
Здесь, в Metal Cutting, где мы производим очень маленькие и точные металлические компоненты, детали наших клиентов обычно слишком малы, чтобы найти истинный центр. Поэтому эти компоненты обычно не являются хорошими кандидатами для шлифования внешнего диаметра.
Однако мы регулярно отправляем шпиндели нашего оборудования на переточку, доверяя это экспертам, которые используют шлифовку внешнего диаметра, чтобы гарантировать их максимальную производительность.
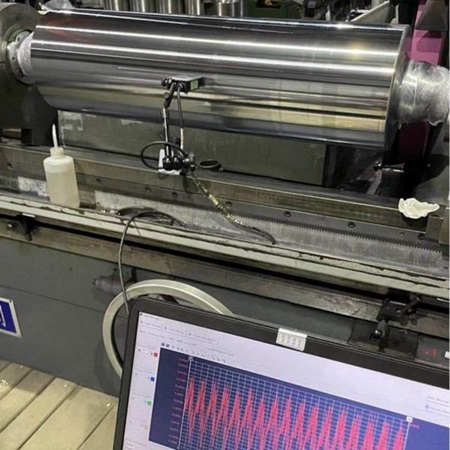
Диаметр 350 мм, ширина 2200 мм, лазерное определение максимального биения 0,001 мм
Кроме того, этот процесс шлифования может использоваться в крупносерийном производстве прецизионных деталей, таких как роторы турбокомпрессоров и иглы впрыска топлива для дизельных двигателей. Этот метод распространен в производстве компонентов для широкого спектра отраслей, включая автомобилестроение, аэрокосмическую промышленность, станкостроение, точное машиностроение, ортопедические медицинские устройства и энергетику.
Во всех случаях применение наружного шлифования зависит от размера диаметра детали, что позволяет оператору станка (или роботу) находить истинный центр заготовки.
Вам нужна шлифовка OD?
Естественно, как и в случае с другими методами шлифования, существует ряд факторов, которые влияют на результаты, которые вы получаете при шлифовании OD. Например, получаемая поверхность будет зависеть от:
Fudong — правильный партнер-производитель для вас. Мы рады понять ваши требования к деталям и с нетерпением ждем возможности поработать с вами, чтобы определить, подходит ли шлифование внешнего диаметра для ваших индивидуальных деталей, которые вы хотите, чтобы мы изготовили. -Конец-
