

日付: 2024-07-31 ‖ 著者:FuDong Machinery
外径研削
外径 (OD) 研削は、単一のホイールを使用して中心間の物体の外面を成形する円筒研削の一種です。このプロセスは、円筒、楕円、カムなど、さまざまな部品の形状に使用できますが、ワークピースには、物体を回転させるのに十分な直径の中心軸が必要です。
OD 研削プロセス中、ワークピースと研削ホイールの両方が中心軸の周りを常に同じ方向に回転します。ワークピースまたはホイールのいずれかが、他方に対して移動します。
ホイールがワークピースに向かって送られたり、ワークピースから遠ざかったりすると、2 つの表面 (ホイールとワークピース) は、接触時に実質的に反対方向に移動するため、スムーズな操作が可能になります。
OD 研削によって生成される表面は、直線、テーパー、または輪郭付きになります。仕上げ面の特性は、研削される材料の硬度、ホイールの粒子、送り速度、およびその他の要因によって異なります。
さらに、外径研削の実施方法の性質上、このプロセスは中心軸が見つかる部品に限定されます。つまり、外径研削は一般に、直径 0.250 インチ (6.35 mm) 以下の部品には使用されません。
ただし、適切なホイールドレッシング、コンディショニング、潤滑を行えば、OD 研削は中心のある部品の丸い特徴を作成または修正するのに最適です。また、CNC などのモーション コントロールの進歩により、今日の OD 研削盤は小型で精密な部品を大量に生産できます。
センター間の研磨はとても重要です
名前にもかかわらず、OD 研削は部品の外径 (OD) を形作るだけではありません。円筒研削の一種であるため、研削する対象物には中心回転軸が必要です。
実際、OD 研削はセンター間のワークピースの外面で行われます。これは重要な違いです。
真の中心が重要
中心は、部品上の単なる仮想的な点ではありません。中心は、オブジェクトを幾何学的な真の中心に保持し、回転方向に移動させ、研削動作を可能にする端点です。
ワークピースは固定された真の中心軸を中心に回転し、同時に研削ホイールは対象物と同じ方向に回転します。
2 つの表面が接触すると、それらは反対方向に動きます。これにより、ホイールとワークピースが詰まる可能性を減らしながら、よりスムーズな操作が可能になります。
OD 研削では、研削される表面はその回転軸と同心です。円筒面やワークピースの肩の研削によく使用され、非常に高い精度を実現できます。
最も大きな変数は全体の直径であり、直径が小さいほど許容誤差は狭くなり、直径が大きいほど許容誤差は小さくなります。
OD研削の利点
長さに沿って異なる直径が必要な場合や、クリープフィードグラインダーを必要とするような異常に大きな材料除去率が必要な場合を除いて、外径研削は非常に簡単なプロセスです。これはスルーフィードセンターレス研削に似ており、どちらも物体の外側を改善するために使用されます。
しかし、外径研削には、円形部品の真の中心を見つける必要があるという大きな利点があります。つまり、円形ではないものでも、完璧な形にすることができます。もちろん、注意点が 1 つあります。研削では材料が除去されるため、部品は小さくなります。
センターレス研削とは異なり、OD 研削では、許容できない形状を除去して部品を完全な真円度に戻すことができます。つまり、このプロセスを使用して真円度を復元または作成し、楕円度、同心度の欠如、その他の真円度の欠陥などの問題に対処できます。
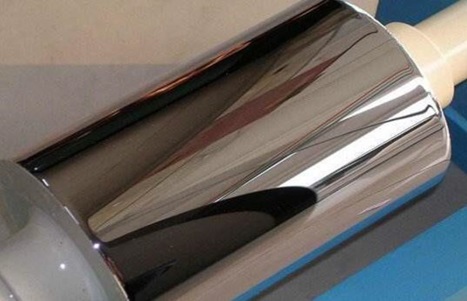
たとえば、当社はダイカットシステム向けのプレミアム再研磨サービスを提供しています。FuDong は、世界最高の円筒研削技術を使用して、4 インチ (101.6 mm) の炭化タングステン部品の外径を定期的に研削し、0.1 ~ 0.2 Ra の優れた鏡面仕上げ、10 ~ 40 μm の厚さ、±25 μm の許容差を実現しています。
他の研削方法との比較
OD 研削では、この方法で研削できる部品の小ささには限界があります。0.250 インチ (6.35 mm) 以下の部品では、真の中心を見つけるのが非常に難しいためです。
実際、非常に小さな部品の中心を見つけるのが難しいことから、センターレス研削が開発されました。センターレス研削では、ワークピースはスピンドルや固定具で固定されるのではなく、固定されていません。調整ホイールと研削ホイールの間の角度によって、研削中に 2 つのホイールを通して部品が送られます。
しかし、外径研削の場合は、研削するためにワークピースに対して作用するホイールは 1 つだけです。ワークピースと研削ホイールの両方が連続的に回転することで、研削動作が可能になります。
その点では、OD 研削は、ホイールが 1 つしかない表面研削に似ています。ただし、大きな違いの 1 つは、表面研削ではワークピースが固定されていることです。実際、OD 研削は旋盤操作のように見えるかもしれませんが、違いは切削工具の代わりに研削ホイールを使用することです。
一般的なアプリケーション
弊社の Metal Cutting では、非常に小型で精密な金属部品を製造していますが、お客様の部品は通常、真の中心を見つけるには小さすぎます。そのため、これらの部品は通常、外径研削には適していません。
ただし、当社では定期的に機器のスピンドルを再研磨に出しており、OD 研磨を使用する専門家に委託して、最高のパフォーマンスで機能するようにしています。
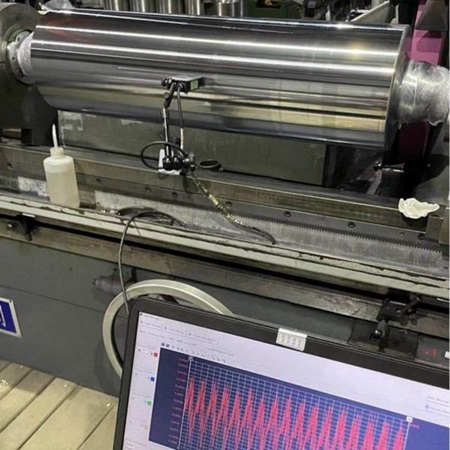
直径350mm、幅2200mm、最大ビート0.001mmのレーザー検出
さらに、この研削プロセスは、ターボチャージャーのローターやディーゼルエンジンの燃料噴射ニードルなどの精密部品の大量生産にも使用できます。この方法は、自動車、航空宇宙、工作機械、精密工学、整形外科用医療機器、エネルギーなど、幅広い業界の部品の製造で一般的に使用されています。
いずれの場合も、OD 研削の使用は部品の直径サイズに依存し、機械オペレーター (またはロボット) がワークピースの真の中心を見つけられるようにします。
ODグラインドは必要ですか?
当然ながら、他の研削方法と同様に、OD 研削で得られる結果に影響を与える要因は数多くあります。たとえば、生成される表面は次の要素によって決まります。
Fudong はお客様にとって最適な製造パートナーです。当社はお客様の部品要件を理解し、お客様が製造を希望するカスタマイズ部品に OD 研削が適しているかどうかを判断するためにお客様と協力できることを楽しみにしています。 -終了-
