

Fecha: 2024-07-31 ‖ Autor: FuDong Machinery
Rectificado OD
El rectificado de diámetro exterior (OD) es un tipo de rectificado cilíndrico que utiliza una sola muela para dar forma a la superficie exterior de un objeto entre los centros. Si bien el proceso se puede utilizar en una variedad de formas de piezas (como cilindros, elipses y levas), la pieza de trabajo debe tener un eje central de diámetro suficiente que permita girar el objeto.
Durante el proceso de rectificado OD, tanto la pieza de trabajo como la muela de rectificado giran constantemente en la misma dirección alrededor de ese eje central. La pieza de trabajo o la muela se desplazan una con respecto a la otra.
A medida que la rueda se acerca y se aleja de la pieza de trabajo, las dos superficies (rueda y pieza de trabajo) se mueven, en efecto, en direcciones opuestas cuando se establece contacto, lo que permite un funcionamiento suave.
Las superficies producidas mediante rectificado OD pueden ser rectas, cónicas o contorneadas. Las características de la superficie terminada variarán según la dureza del material que se esté rectificando, el grano de la muela, la velocidad de avance y otros factores.
Además, por la naturaleza misma de la forma en que se realiza el rectificado de diámetro exterior, el proceso se limita a piezas en las que se puede encontrar el eje central. Eso significa que el rectificado de diámetro exterior generalmente no se utiliza en piezas con un diámetro de 0,250” (6,35 mm) o menor.
Sin embargo, con un correcto acondicionamiento, lubricación y afilado de las ruedas, el rectificado de diámetro exterior es ideal para crear o corregir características redondas en piezas con un centro. Y gracias a los avances en el control de movimiento, como el CNC, las rectificadoras de diámetro exterior actuales pueden producir piezas pequeñas y precisas en grandes volúmenes.
El rectificado entre los centros es muy importante
A pesar del nombre, el rectificado OD no consiste únicamente en dar forma al diámetro exterior (OD) de una pieza. Como tipo de rectificado cilíndrico, requiere que el objeto que se está rectificando tenga un eje central de rotación.
De hecho, el rectificado OD se produce en la superficie externa de una pieza de trabajo entre los centros, y esa es una distinción fundamental.
El verdadero centro importa
Los centros no son simplemente puntos hipotéticos en una pieza. Los centros son puntos finales que mantienen el objeto en el centro geométrico verdadero, lo mueven en una dirección de rotación y permiten la acción de rectificado.
La pieza de trabajo gira alrededor de ese eje central fijo y verdadero. Al mismo tiempo, la muela de amolar gira en la misma dirección que el objeto.
Cuando las dos superficies entran en contacto, se mueven en direcciones opuestas, lo que permite un funcionamiento más suave y reduce la posibilidad de que la rueda y la pieza de trabajo se atasquen.
En el rectificado OD, las superficies que se rectifican son concéntricas a ese eje de rotación. Este método, que se utiliza habitualmente para rectificar superficies cilíndricas o los hombros de las piezas de trabajo, permite alcanzar una gran precisión:
La variable más grande es el diámetro total: los diámetros más pequeños logran tolerancias más estrictas y los diámetros más grandes producen tolerancias menores.
Beneficios del rectificado OD
A menos que necesite diámetros diferentes a lo largo de una longitud o requiera velocidades de remoción de material inusualmente grandes, lo que requiere una rectificadora de avance lento, el rectificado de diámetro exterior es un proceso bastante simple. Es similar al rectificado sin centro de avance continuo, y ambos se utilizan para mejorar el exterior de un objeto.
Pero el rectificado OD tiene una enorme ventaja y exige que se encuentre el centro verdadero de una pieza circular. Es decir, se puede tomar algo que no es redondo y hacerlo perfecto. Por supuesto, hay una salvedad: dado que el rectificado elimina material, la pieza será más pequeña.
A diferencia del rectificado sin centro, con el rectificado OD se puede eliminar la geometría inaceptable y devolverle a una pieza su circularidad perfecta. Esto significa que el proceso se puede utilizar para restaurar o crear redondez, para solucionar problemas como ovalidad, falta de concentricidad y otros defectos circulares.
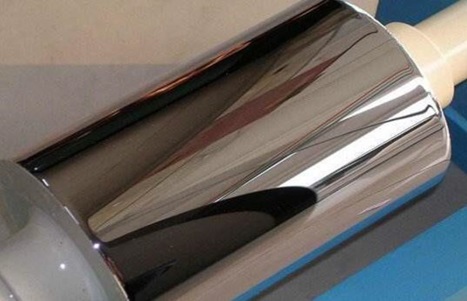
Por ejemplo, ofrecemos servicios de reafilado de primera calidad para sistemas de troquelado. Utilizando las mejores técnicas de rectificado cilíndrico que se practican en cualquier lugar, FuDong puede rectificar rutinariamente el diámetro exterior de una pieza de carburo de tungsteno de 4” (101,6 mm) para lograr un acabado de espejo notable de 0,1 a 0,2 Ra, espesores de 10 a 40 μm y una tolerancia de ±25 μm.
Comparación con otros métodos de molienda
En el rectificado de diámetro exterior, existen límites en cuanto al tamaño de la pieza que se puede rectificar con este método. Esto se debe a que en piezas de 0,250” (6,35 mm) o menos, es extremadamente difícil encontrar el centro verdadero.
De hecho, la dificultad de encontrar el centro en piezas muy pequeñas fue lo que llevó al desarrollo del rectificado sin centro, en el que la pieza de trabajo está suelta en lugar de sujetarse en su lugar mediante un husillo o un dispositivo. El ángulo entre una rueda reguladora y la rueda de rectificado hace avanzar la pieza a través de las dos ruedas a medida que se produce el rectificado.
Pero cuando se realiza un rectificado OD, solo hay una muela que debe trabajar contra la pieza de trabajo para rectificar. Es la rotación continua tanto de la pieza de trabajo como de la muela lo que hace posible la acción de rectificado.
De esa manera, el rectificado OD es similar al rectificado de superficies, donde solo hay una muela. Sin embargo, una gran diferencia es que en el rectificado de superficies, la pieza de trabajo está estacionaria. De hecho, el rectificado OD puede parecer una operación de torno, con la diferencia de que se utiliza una muela de rectificado en lugar de una herramienta de corte.
Algunas aplicaciones comunes
En Metal Cutting, donde producimos componentes metálicos muy pequeños y precisos, las piezas de nuestros clientes suelen ser demasiado pequeñas para encontrar el centro verdadero. Por lo tanto, esos componentes no suelen ser buenos candidatos para el rectificado de diámetro exterior.
Sin embargo, enviamos regularmente los husillos de nuestros equipos para reafilarlos, confiándolos a expertos que utilizan el rectificado OD para garantizar que funcionarán con el máximo rendimiento.
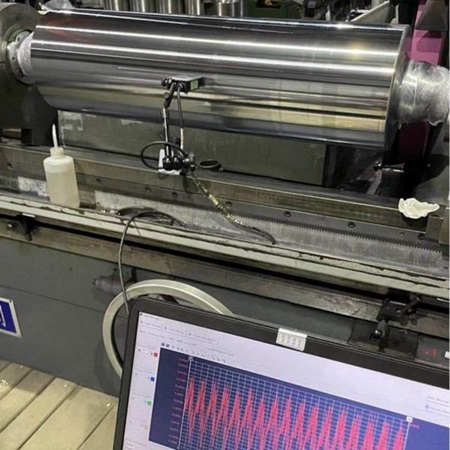
Diámetro 350 mm, ancho 2200 mm, detección láser del ritmo máximo 0,001 mm
Además, este proceso de rectificado se puede utilizar en la producción en gran volumen de piezas de precisión, como rotores de turbocompresores y agujas de inyección de combustible para motores diésel. El método es común en la fabricación de componentes para una amplia gama de industrias, incluidas la automotriz, la aeroespacial, la fabricación de máquinas herramienta, la ingeniería de precisión, los dispositivos médicos ortopédicos y la energía.
En todos los casos, el uso del rectificado OD depende del tamaño del diámetro de la pieza, lo que permite al operador de la máquina (o robot) encontrar el verdadero centro de la pieza de trabajo.
¿Necesitas moler OD?
Naturalmente, al igual que con otros métodos de pulido, hay una serie de factores que afectan los resultados que se obtienen al realizar el pulido OD. Por ejemplo, la superficie que se obtiene dependerá de:
Fudong es el socio de fabricación adecuado para usted. Nos complace comprender sus requisitos de piezas y esperamos trabajar con usted para determinar si el rectificado de diámetro exterior es adecuado para las piezas personalizadas que desea que fabriquemos. -Fin-
